ЩГЛЗетИіУћзжЃЌеЇвЛЬ§ПЩФмгаЕуФАЩњЃЌЕЋШчЙћФуОГЃзіДђФЅЁЂХзЙтЁЂШЅУЋДЬЕФЛюЖљЃЌФЧетЖЋЮїФуПЯЖЈМћЙ§ЁЃЫЕАзСЫЃЌЩГЛЗОЭЪЧвЛШІЩАжНЛђЩАВМЮЇГЩЕФЛЗаЮДјЃЌЬздкДђФЅЛњЛђепЦјФвЩЯгУЕФЃЌвВгаШЫНаЫќЛЗаЮЩАДјЁЂЩАШІЁЃЫќЕФгУЭОЗЧГЃЙуЃЌДгН№ЪєСуМўШЅУЋДЬЃЌЕНФОЭЗМвОпБэУцХзЙтЃЌдйЕНгёЪЏЕёПЬОЋаоЃЌЖМРыВЛПЊЫќЁЃЮвИеПЊЪМНгДЅЕФЪБКђЃЌТђЙ§ГЩЦЗЃЌвВздМКЖЏЪжзіЙ§ЃЌВШЙ§ВЛЩйПгЃЌНёЬьОЭзЈУХИњДѓМвСФСФЩГЛЗЕНЕздѕУДгУЃЌвдМА2026ФъЮвздМКЪдбщГіРДзюППЦзЕФжЦзїЗНЗЈЁЃ
длУЧЯШФУвЛеХБэЃЌАбЪаУцЩЯГЃМћЕФЩГЛЗРраЭЁЂгУЭОКЭЪЪКЯЕФВФСЯРэЧхГўЃЌетбљФувЛПДОЭжЊЕРздМКИУТђФФжжЛђепзіФФжжЁЃ
| РраЭ | жївЊгУЭО | ЪЪгУВФСЯ | ЬиЕу |
|---|---|---|---|
| ЦеЭЈбѕЛЏТСЩГЛЗ | ШЅГ§УЋДЬЁЂДжДђФЅ | ИжЬњЁЂТСВФЁЂФОВФ | адМлБШИпЃЌФЭФЅвЛАу |
| ГЌЯИЬМЛЏЙшЩГЛЗ | ОЋЯИХзЙтЁЂОЕУцаЇЙћ | ЫмСЯЁЂВЃСЇЁЂгёЪЏ | СЃЖШПЩДя1000ФПвдЩЯ |
| ЧПСІЬеДЩЩГЛЗ | жиИККЩДђФЅЁЂКИЗьаоећ | ВЛатИжЁЂКЯН№Иж | ЪйУќГЄЃЌВЛвзЖТШћ |
| вьаЮКЃУрЩГЛЗ | ЧњУцХзЙтЁЂзЊНЧДІРэ | ИДдгЧњУцЙЄМў | ЕЏадКУЃЌЬљКЯЖШИп |
ДгБэРяФмПДГіРДЃЌбЁЩГЛЗжївЊПДФувЊДђФЅЪВУДВФСЯЁЂЯывЊЪВУДаЇЙћЁЃШчЙћФужЛЪЧзіаЁМўЪжЙЄЃЌТђЯжГЩЕФОЭааЃЛвЊЪЧЯыЪЁЧЎЛђепзіЬиЪтГпДчЃЌФЧОЭЕУбЇбЇдѕУДздМКзіСЫЁЃЯТУцЮвОЭАбЮвздМКЪдСЫКУЖрДЮВХГЩЙІЕФЗНЗЈЗжЯэГіРДЁЃ
ЛЗаЮЩАДјдѕУДжЦзїЕФЃП
етИіЮЪЬтЮвЕБГѕвВВщСЫвЛЖбзЪСЯЃЌЭјЩЯЫЕЗЈЮхЛЈАЫУХЃЌЕЋЪЕМљЯТРДзюЙмгУЕФОЭШ§ВНЃКВУСЯЁЂНгПкеГКЯЁЂЙЬЛЏЖЈаЭЁЃЕквЛВНЃЌЯШСПКУФуДђФЅЛњЦјФвЕФжмГЄЃЌВУвЛПщЖдгІГЄЖШЕФЩАжНЛђЩАВМЃЌПэЖШБШЦјФвПэГі1~2КСУзЁЃзЂвтЩАжНЕФБГЕзвЊбЁШсШЭадКУЕФЃЌЬЋДрШнвзСбЁЃЕкЖўВНЃЌНгПкДІРэЪЧЙиМќЁЃЮвЪдЙ§жБНггУЫЋУцНКеГЃЌНсЙћвЛПЊЛњЦїОЭБРПЊСЫЁЃКѓРДЛЛГЩФЭИпЮТЛЗбѕЪїжЌНКЃЌАбЩАжНСНЖЫДђФЅДжВкЃЌЭПНККѓЖдЬљЃЌгУМазгМаНєЁЃЕкШ§ВНЃЌЗХдк60ЁуCзѓгвЕФЛЗОГРяЙЬЛЏ4аЁЪБЃЌЛђепЪвЮТОВжУ24аЁЪБЁЃзіКУЕФЩГЛЗЬзЩЯЦјФвЪдзЊЃЌЯШЕЭЫйдйИпЫйЃЌУЛЮЪЬтОЭФмгУСЫЁЃМЧзЁЃЌНгПкДІвЛЖЈвЊСєГі0.5КСУзЕФМфЯЖЃЌЗёдђЫІЦ№РДШнвзЙФАќЁЃЮвздМКЕквЛДЮзіОЭвђЮЊУЛСєЗьЃЌзЊЦ№РДЯёЬјЮшЃЌжБНгБЈЗЯЁЃ
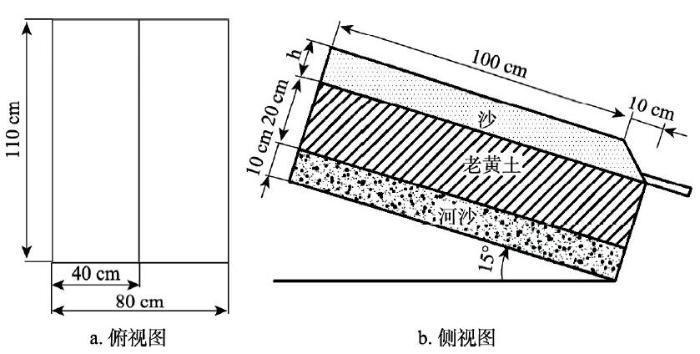
ЩГЛЗЕФЙцИёдѕУДбЁВХВЛВШПгЃП
КмЖраТЪжЮЪЮвЩГЛЗЕФЙцИёЪЧВЛЪЧдНПэдНКУЃПЦфЪЕВЛЪЧЁЃГЃМћЩГЛЗПэЖШга10КСУзЁЂ20КСУзЁЂ30КСУзЁЂ50КСУзЃЌЛЙгаЖЈжЦГпДчЁЃбЁЖрПэжївЊПДФуЕФДђФЅЛњЦјзьжБОЖКЭЦјФвХђеЭКѓЕФГпДчЁЃБШШчаЁЬЈФЅЭЈГЃХф10~20КСУзПэЕФЩГЛЗЃЌДѓЙІТЪНЧФЅЛњПЩвдЩЯ50КСУзЁЃСэЭтЛЙвЊПДСЃЖШЃЌДг40ФПЕН2000ФПЖМгаЁЃЮввЛАуБИШ§зщЃКДжФЅгУ60ФПЃЌОЋФЅгУ240ФПЃЌХзЙтгУ800ФПЁЃетбљвЛЬзЯТРДФмгІИЖДѓЖрЪ§ЛюЁЃЛЙгавЛИіПгЪЧЩГЛЗЕФФкОЖЃЌБиаыИњЦјФвЭтОЖЦЅХфЃЌЬЋНєЬзВЛНјШЅЃЌЬЋЫЩЛсДђЛЌЁЃТђГЩЦЗЕФЪБКђвЛЖЈвЊЮЪЧхГўФкОЖЃЌздМКзіЕФОЭЕУЯШзіИіЦјФвФЃаЭЁЃ
2026ФъЩГЛЗжЦзїгаФФаЉаТЧїЪЦЃП
етСНФъВФСЯММЪѕНјВНКмПьЃЌ2026ФъЮвздМКЪдСЫМИжжаТЗНЗЈЁЃЕквЛИіЪЧМЄЙтЧаИюНгПкЃЌгУаЁаЭМЄЙтЛњАбЩАжНСНЖЫЧаГЩОтГнаЮЃЌШЛКѓЭПUVНКгУзЯЭтЕЦееЩфЙЬЛЏЁЃетжжНгПкЧПЖШИпЃЌЖјЧвМИКѕПДВЛГіНгЗьЃЌДђФЅЪБЪжИаКмОљдШЁЃЕкЖўИіЪЧ3DДђгЁЦјФвДюХфЖЈжЦЩГЛЗЃЌИљОнЙЄМўаЮзДЩшМЦвьаЮЦјФвЃЌдйгУШШбЙЗЈАбЩАВМжБНгЬљКЯдкЦјФвБэУцЃЌзіГЩвЛЬхЛЏФЅЭЗЁЃЫфШЛГЩБОИпСЫвЛЕуЃЌЕЋаЇТЪЬсЩ§ЗЧГЃУїЯдЁЃЕкШ§ИіЪЧПЩжиИДеГЬљЩГЛЗЃЌБГЕзгУФЇЪѕЬљЙГУцЃЌЩАжНБГУцЬљУЋУцЃЌгУОЩСЫжБНгЫКЯТРДЛЛаТЕФЩГжНЦЌЁЃетжжЗНЗЈЬиБ№ЪЪКЯЖрХњДЮаЁХњСПМгЙЄЃЌВЛгУУПДЮжиаТзіЩГЛЗЁЃ
ЩГЛЗЪЙгУжаЕФГЃМћЙЪеЯдѕУДДІРэЃП
гУЩГЛЗЪБМфГЄСЫЃЌПЯЖЈЛсгіЕНвЛаЉЮЪЬтЁЃзюГЃМћЕФЪЧДђЛЌЃЌдвђвЛАуЪЧЦјФвБэУцгагЭЮлЛђепЩГЛЗФкОЖЦЋДѓЁЃНтОіАьЗЈЃКгУОЦОЋВСИЩОЛЦјФвЃЌдйдкЩГЛЗФкВрЭПвЛВуБЁБЁЕФЫЩЯуОЦОЋШмвКЃЌдіМгФІВССІЁЃЕкЖўИіЪЧЩАУцЖТШћЃЌЬиБ№ЪЧДђФЅТСМўЛђШэФОЕФЪБКђЃЌаМФЉЛсК§дкЩАСЃжЎМфЁЃПЩвдТђИіЯ№НКаоећАєЃЌвЛБпзЊвЛБпЧсЧсВфЩАУцЃЌКмПьОЭФмЛжИДЗцРћЁЃШчЙћЖТЕУЬЋРїКІЃЌФЧОЭМєвЛаЁЖЮЛЛЕєЁЃЕкШ§ИіЪЧНгПкПЊСбЃЌЖрАыЪЧвђЮЊНКЫЎУЛбЁЖдЛђепЙЬЛЏЪБМфВЛЙЛЁЃЮвКѓРДИФгУШсадБћЯЉЫсѕЅНКЃЌБШЛЗбѕЪїжЌИќФЭЭфелЃЌФПЧАгУСЫАыФъУЛГіЙ§ЮЪЬтЁЃзмжЎЃЌздМКзіЩГЛЗОЭЪЧЖрЪдМИДЮЃЌУПДЮМЧТМЯТВФСЯКЭВЮЪ§ЃЌТ§Т§ОЭФмевЕНзюЪЪКЯздМКЕФХфЗНЁЃ
ЩЯУцетаЉОбщЖМЪЧЮвздМКЖЏЪжвЛЕуЕуЪдГіРДЕФЃЌУЛгаРэТлЖбЦіЃЌОЭЪЧЪЕДђЪЕЕФИЩЛюаФЕУЁЃЯЃЭћФуПДЭъФмЖдЩГЛЗгаИіЧхГўЕФСЫНтЃЌВЛЙмЪЧТђГЩЦЗЛЙЪЧздМКзіЃЌЖМФмИќЫГЪжЁЃШчЙћЛЙгаЩЖвЩЮЪЃЌЛЖгдкЦРТлЧјСєбдЃЌЮвЛсЬєЕфаЭЮЪЬтдйзЈУХаДвЛЦЊВЙГфЮФеТЁЃ
 ЯВЛЖ
ЯВЛЖ ЖЅ
ЖЅ ФбЙ§
ФбЙ§ х
х ЮЇЙл
ЮЇЙл ЮоСФ
ЮоСФ КкАЕжЎУе2026ец
КкАЕжЎУе2026ец Йтгі2026ИДПЬЯШ
Йтгі2026ИДПЬЯШ РыжАФЃФтЦїЪЧЪВ
РыжАФЃФтЦїЪЧЪВ ФцеНЮДРДЙэДЕЕЦ
ФцеНЮДРДЙэДЕЕЦ